





 |
Energy Saving
The plasticizing screw is directly driven by a servo motor through a reduction gearbox, which can save energy by 15-25% compared with the hydraulic system, avoiding double loss of oil pump and volumetric efficiency of oil motor, as well as the pressure loss of hydraulic hoses.
|
|
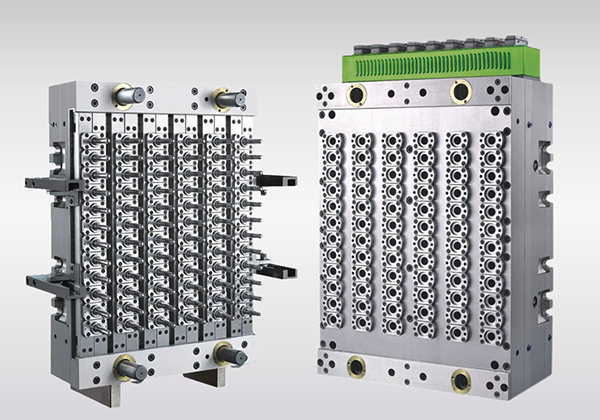
Synchronization The plasticizing process is synchronized with mold opening, shortening the cycle of products molding. (Should be supported by needle valve hot runner mold) |

|
 |
Responsive Directly driven by a servo motor, the plasticizing process has low inertia and fast response.
|
|
Stability Stable screw speed and precise plasticizing volume without hydraulic pulse effects. |

|
– OTHER SYSTEMS –
| Centering Bearing for Injection Table | Clamping Unit | |
 |
 |
|
| The injection tail platen has an a centering bearing, in addition to the standard positioning bearing, that improves the plasticizing positioning, reduces radial runout, and increases the longevity of the screw assembly and bearing. | We rigorously test the parallelism of the movable and fixed platens and the uniformity of clamping force on four tie bars. | |
| Screw Tip Assembly | Screws for Plasticizing | |
 |
 |
|
| A.High-hardness plated screw tip assembly makes the residue easy to clean, the products less black spots and impurities, and the screw more corrosion-resistant. B.The screw tip assembly is made of alloy to ensure durability and precise non-return control. |
A.The professional design of screw assembly ensures uniform plastic melt density and repeatable physics and weight of products. B.The screws’ compression ratio and L/D ratio are specifically designed to fully cut and mix raw materials and to minimize the discrepancy between the set temperature and the actual internal temperature during plasticization . |
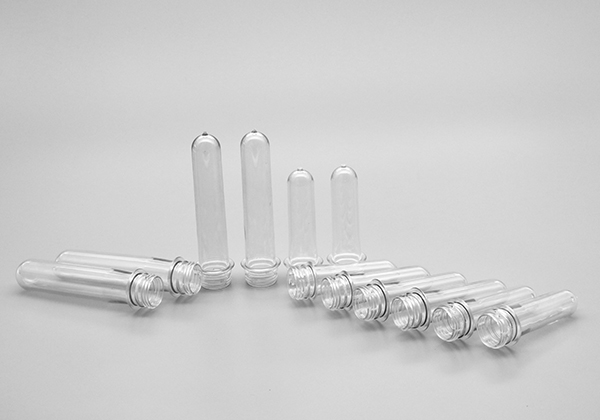
DR-PET Electric Plasticizing Preform Injection Molding Machines Parameter
| Model | Unit | DR330-PET | DR400-PET | |||||||
| International Standard Model | 2310/3300 | 3250/3300 | 2310/4000 | 3250/4000 | 5275/4000 | 6630/4000 | 9240/4000 | |||
| Injection Unit | ||||||||||
| Screw Diameter | mm | 83 | 90 | 95 | 90 | 95 | 100 | 110 | 120 | 130 |
| Screw Draw Ratio | L:D | 24:1 | 22:1 | 24:1 | 22:1 | 24:1 | 24:1 | 24:1 | 25:1 | 25:1 |
| Injection Volume | cm³ | 2028 | 2384 | 3046 | 2384 | 3046 | 3376 | 4797 | 6443 | 8889 |
| Injection Weight(PET) | g | 2353 | 2767 | 3535 | 2767 | 3535 | 3917 | 5566 | 7476 | 10313 |
| oz | 82.4 | 96.8 | 123.7 | 96.8 | 123.7 | 137.1 | 194.8 | 261.7 | 361.0 | |
| Injection Speed | mm/s | 130 | 130 | 105 | 160 | 130 | 130 | 100 | 87 | 93 |
| Injection Rate | cm³/sec | 703 | 827 | 744 | 1017 | 921 | 1021 | 950 | 983 | 1234 |
| Injection Pressure | Mpa | 114 | 97 | 107 | 97 | 107 | 97 | 110 | 103 | 104 |
| Injection Stroke | mm | 375 | 375 | 430 | 375 | 430 | 430 | 505 | 570 | 670 |
| Screw Speed | rpm | 125 | 125 | 125 | 125 | 125 | 125 | 125 | 125 | 100 |
| Clamping System | ||||||||||
| Clamping Force | kN | 3300 | 4000 | |||||||
| Clamping Stroke | mm | 660 | 720 | |||||||
| Max Platen Opening | mm | 1320 | 1470 | |||||||
| Min-Max Mold Thickness | mm | 220-660 | 250-750 | |||||||
| Dist. between Tiebars | mm | 710×670 | 760×730 | |||||||
| Platen Dimension | mm | 995×955 | 1080×1050 | |||||||
| Diameter of Mold Locating Hole | mm | Φ160H8 | Φ200H8 | |||||||
| Ejector Force | kN | 182 | 182 | |||||||
| Ejector Stroke | mm | 200 | 235 | |||||||
| Ejector Pin Quantity | pcs | 13 | 13 | |||||||
| Power Unit | ||||||||||
| System Pressure | Mpa | 17.5 | 17.5 | |||||||
| Oil Pump Motor | kW | 65 | 75 | 60+60 | ||||||
| Plasticizing Motor | kW | 48 | 61 | 85 | 61 | 85 | 85 | 98 | 106 | 115 |
| Heating Power | kW | 37.0 | 38.8 | 49.3 | 38.8 | 49.3 | 51.8 | 59.7 | 68.0 | 73.7 |
| Temperature Control Zone | section | 6 | 6 | 7 | 7 | 7 | 7 | 7 | 8 | 8 |
| General | ||||||||||
| Oil Tank Capacity | L | 480 | 600 | 700 | ||||||
| Machine Weight | Tons | 11.8 | 12.3 | 13.1 | 14.8 | 15.3 | 15.5 | 16.5 | 17.5 | 18.5 |
| Overall Dimension (L×W×H) | mxmxm | 7.02×1.6× 2.18 | 7.3×1.6× 2.18 | 7.46×1.6× 2.18 | 7.9×1.65× 2.15 | 8.2×1.65× 2.15 | 8.4×1.65× 2.15 | 8.8×1.65× 2.15 | 9.2×1.65× 2.15 | 9.7×1.65× 2.15 |
